機(jī)械薄膜開關(guān)生產(chǎn)裝配時所需的步驟及其作用
 日期:2021-03-11
日期:2021-03-11
 瀏覽量:2427
瀏覽量:2427
15811812127
日期:2021-03-11
瀏覽量:2427
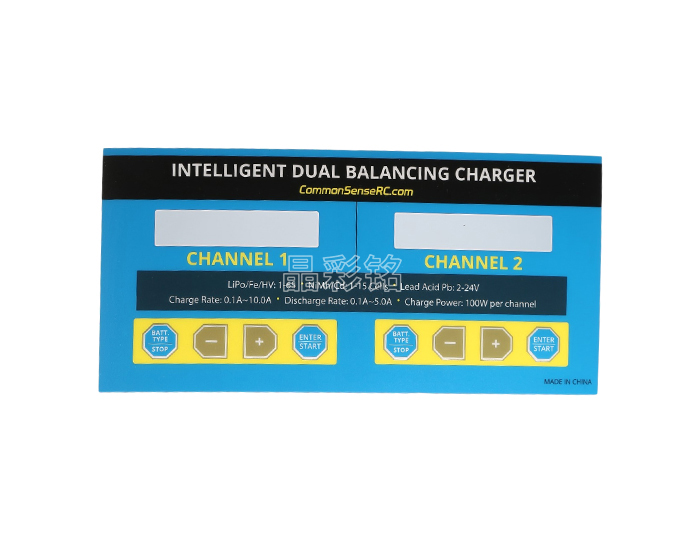
機(jī)械薄膜開關(guān)是一種新型高科技的開關(guān),,已經(jīng)被廣泛的使用到了各種領(lǐng)域,包括生活基礎(chǔ)設(shè)備方面,。機(jī)械薄膜開關(guān)的重要組成就是薄膜面板,,除了這一個以外還包括很多其他步驟,。機(jī)械薄膜開關(guān)生產(chǎn)裝配的步驟和過程包括貼尾線、沖尾線,、制作夾層以及貼面膠等各個方面,,那么,下面由薄膜開關(guān)廠家晶彩銘講述機(jī)械薄膜開關(guān)生產(chǎn)裝配時所需的步驟及其作用:

1.將絲印好的線路放進(jìn)烘箱烘考40分鐘,,溫度為115攝氏度,。(注意絲印好的線路應(yīng)該以自然干為好)電路烤好以后簡單組裝一塊,測試電路是否有短路,、斷路,、電阻過大等現(xiàn)象。
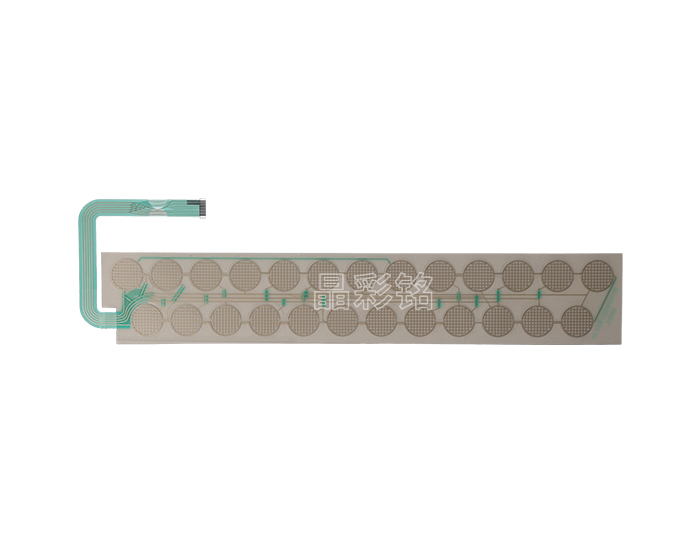
2.貼尾線:將烘烤好的線路檢測單線電阻后,,將尾線由出線孔至炭漿重合1毫米處用覆膜機(jī)壓一層絕緣膠帶(不貼到按鍵盡量往按鍵方向處多貼些),。
3.沖尾線:用刀模把尾線沖壓出來,尾線兩邊要均勻(特別注意小線距的尾線),樣品制作可用一把帶膠的尺子對準(zhǔn)出線孔的內(nèi)側(cè)由上往下劃到尾巴邊線處,,注意尺子應(yīng)該粘在線路的反面,,這樣可避免把銀漿粘掉。
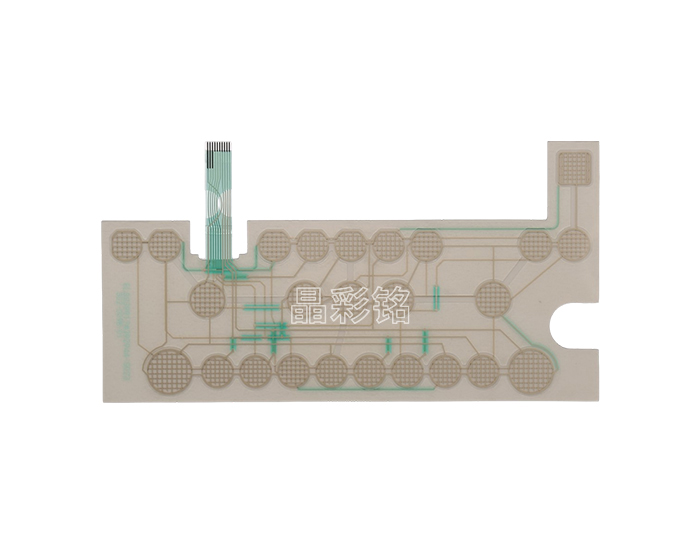
4.組裝線路:先將沖好尾線的下電路貼在夾層上,,貼時銀漿點(diǎn)要放在夾層孔中間,,不能有氣泡,然后再貼上線路,注意上下電路的定位要對齊,,觸點(diǎn)不能錯位,。
5.貼背膠:將已經(jīng)沖好的背膠貼在下電路上,粘貼時應(yīng)該把尾線拿出來,,膠位要蓋住4個角線,,所有粘貼過程不能有氣泡。
6.貼面膠:將沖好孔的面膠貼在上線路上,,注意應(yīng)該把膠孔對準(zhǔn)鍵位并且蓋住4個角線,,(面膠制作同夾層制作,如果面板鼓包較大可將圓放大.放鍋?zhàn)衅哪z也可以敲2毫米的長條),。
7.沖孔:找張廢面板貼在組裝好的線路上,,4個角線對準(zhǔn),將透明孔4周擴(kuò)大1毫米訂在裝好的線路上,,用合適的刀片敲下,,敲時注意有沒有敲到線路。
8.貼面板:將檢測好的面板貼在上線路上,,注意貼時4個角線對準(zhǔn),,而且面膠上有氣泡應(yīng)該刮平,貼到有透明窗處看窗口是否被粘住,,貼好后注意保護(hù)好透明窗,。
9.尾線處理:將尾線剪平,不打端子的就在碳漿背面貼一層0.125單面膠的PET做補(bǔ)強(qiáng),,需要打端子的就將尾線導(dǎo)通面朝端子壓鉚針,,(注意雙層尾線應(yīng)該在尾線最下面沒線處剪一個高約1-1.5厘米圓角出口)。
10.制作夾層(樣品):找張廢線路平鋪在大小合適的夾層上粘住,,用錐子將線路鍵位的中心點(diǎn)扎下,,然后用圓規(guī)在中心點(diǎn)上畫個直經(jīng)10的圓后(特殊情況可變化), 將其敲,,敲好圓后用刀片把圓與圓之間敲一條寬為2毫米的通氣槽,,注意最少應(yīng)該有3個圓以上相連,敲通氣槽同時應(yīng)該注意盡量不要在上下線路交叉點(diǎn)通過,。如果有,,則應(yīng)該用透明膠封住。(放鍋?zhàn)衅膴A層應(yīng)該以鍋?zhàn)写笮∏梅叫危?。量產(chǎn)時模具一次成形,。
11.成型:沖壓(俾機(jī))成形是機(jī)械薄膜開關(guān)不可缺少的工序,尺寸要求精確,,模具的設(shè)計(jì)則是保證,,應(yīng)依據(jù)客戶提供的尺寸,,以及承印物的厚度、大小,、形狀等對尺寸進(jìn)行變量處理,,制出精確的結(jié)構(gòu)尺寸,模具質(zhì)量的好壞是影響機(jī)械薄膜開關(guān)成形質(zhì)量的關(guān)鍵,,壓凸作業(yè)時模具要把原版上的所有紋路反映出來,,高質(zhì)量壓凸要用熱壓,優(yōu)點(diǎn)是壓出的凸紋不變形,,有層次和立體感,。
12.檢測:首先目檢,看外型是否有偏差,,絲印不良,,然后根據(jù)線路原理用檢測儀每個按鍵逐個檢測,看是否有斷路,、短路,、電阻過大等問題,同時注意按鍵的靈敏度(帶鍋?zhàn)衅囊粢馐欠裼须p鍋),帶LED的檢測燈是否亮或常亮及亮度不一等不良,,注意與樣品核對,每個產(chǎn)品要不間斷的抽樣做壽命測試(通常測試到50萬次便可確認(rèn)為合格),。
13.貼上標(biāo)簽包裝出廠,,包裝要做到整潔、美觀,、精致,、大方。
 電話:86-0755-88210919
電話:86-0755-88210919
 傳真:86-0755-88210929
傳真:86-0755-88210929
地址:深圳市光明區(qū)公明上村元山工業(yè)區(qū)B區(qū)宏添茂工業(yè)園10棟7樓
![]()
版權(quán)所有 ? 深圳市晶彩銘科技有限公司
備案號:粵ICP備2022104628號 百度統(tǒng)計(jì)
技術(shù)支持:神州通達(dá)網(wǎng)絡(luò) 網(wǎng)站地圖

手機(jī)網(wǎng)站